Листогибочный станок с ЧПУ является современным универсальным средством для производства деталей сложной формы из листового материала (чаще металлического). Подобрать нужное оборудование при наличии огромного количества опций не так просто. Всем нужен долговечный, точный и надежный станок по наиболее выгодной цене.
Конструкция
Рассмотрим устройство листогибочного станка с ЧПУ:
- Рабочие подвижные части.
- Электрическая начинка.
- Программное обеспечение.
Основным рабочим органом листогибочного станка с ЧПУ является траверса. От ее перемещения зависят точные размеры получаемой детали. Так как длина этой балки довольна большая, то для контроля положения используется 2 точки по краям. Установлены 2 датчика контроля перемещения.
 Вам будет интересно:Технологические процессы в машиностроении. Автоматизированные системы управления технологическими процессами
Вам будет интересно:Технологические процессы в машиностроении. Автоматизированные системы управления технологическими процессами

В некоторых моделях станков контролируется средняя часть, называемая задним программируемым упором. Точность перемещения траверсы может достигать 0,01 мм. Получаемые изгибы детали зависят от конструктивных особенностей и наличия опций: прямые, полукруглые, с несколькими изгибами.
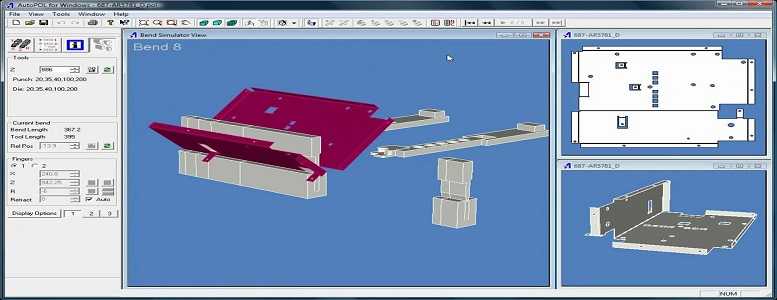
Для отработки технологии и изучения программирования стойки существуют симуляторы листогибочного станка с ЧПУ. Модели на экране представлены в 2D и 3D-видах. Первичная отработка процесса гиба детали на компьютере позволяет снизить риски от ошибок программирования. Это позволит избежать затрат на выпущенный брак и поломку рабочих органов пресса.
Какую модель выбрать?
Основные критерии при выборе листогибочного станка с ЧПУ:
- Размеры рабочего пространства, соответствующие габаритам заготовки: длинна, ширина, толщина листа.
- Тип металла влияет на возможности станка. Рекомендуется приобретать станок, рассчитанный на большую толщину кратную трем. К примеру, гнуть медь можно той траверсой, которая уже не потянет сталь аналогичной толщины. Запас прочности позволит в будущем расширить задачи производства.
- Наличие опций. Одной из таких является возможность установки специальных губок-насадок, чтобы не царапать окрашенные поверхности детали.
- Наличие надстроек для устранения эффекта провисания длинной траверсы. Обычно это становится необходимым при длине станка более 3 м.
- Возможности транспортировки станка.
Листогибочный станок с ЧПУ может быть быстродемонтируемым для перемещения в другую зону производства. Наиболее точными являются стационарные прессы с тяжелыми станинами.
Как работает оборудование?
Траверса перед загибом находится в верхней точке. В ручном режиме заготовку подводят к нужной точке и нажимают педаль. Часто оператор держит кнопки на пульте двумя руками для начала работы пресса. Это является своего рода предохранением от зажима рук в зоне загиба.

К каждому типу материала и его толщине подбирается определенная рабочая скорость движения траверсы. Это необходимо для исключения дефектов при загибе листа. Движение осуществляется от управляемого привода с датчиком перемещения - линейным и угловым - в двигателе.
Два датчика обеспечивают компенсацию люфта в механизмах передачи. Точность перемещения траверсы сравнима с характеристиками линеек. Можно выбрать более дорогостоящие модели с позиционированием оси в несколько микрон.
Описание модели ERMAKSAN
Турецкий листогибочный станок с ЧПУ Power-Bend PRO 2600-100 от производителя Ermaksan имеет невысокую стоимость. К текущей модели можно добавить такую опцию, как ручная система компенсации прогиба листа. Рабочая длина агрегата - до 2600 мм.

Движение осуществляется гидравликой. Передняя чась листа поддерживается двумя упорами. Работа станка от контроллера Cybelec CybTouch 12 PS. Оператор видит на экране 2D-модель процесса. ЧПУ управляет четырьмя осями. Параметры гиба забиваются вручную, остальной процесс рассчитывается автоматически.
Точность позиционирования осуществляется при помощи линейных датчиков с разрешением в 0,01 мм. Аналогичный датчик стоит на управление осью Х, отвечающей за подвод и отвод заднего упора. На станке установлены суппорт передний с Т-образным пазом и система зажима типа Пуансон.
Станок развивает усилие в 100 тонн. Рекомендуется подбирать режимы по мощности в 3 раза превышающие требования технологии. Это снизит вероятность быстрого износа рабочих органов, и расширит возможности производства в будущем. Необходимо помнить, что различные типы металлов при одинаковой толщине гнутся при отличных усилиях.